Сталь марки 12Х18Н10Т
| Марка: 12Х18Н10Т (старое название Х18Н10Т) (заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т) Класс: Сталь конструкционная криогенная Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-2006, ГОСТ 2879-2006. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77. Лист тонкий ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованные заготовки ГОСТ 25054-81, ГОСТ 1133-71 Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79. Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса |
| Химический состав в % стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| C | до 0,12 | |
| Si | до 0,8 | |
| Mn | до 2 | |
| Ni | 9 - 11 | |
| S | до 0,02 | |
| P | до 0,035 | |
| Cr | 17 - 19 | |
| Cu | до 0,3 | |
| Ti | 0,4-1 | |
| Fe | ~67 | |
| Зарубежные аналоги марки стали 12Х18Н10Т ( стар. Х18Н10Т ) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F.3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch18N10T, Ch18N12T, Ch18N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0H18N10T, 1H18N10T, 1H18N12T, 1H18N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
| Юж.Корея | STS321, STS321TKA, STSF321 |
| Дополнительная информация и свойства |
| Удельный вес: 7920 кг/м3 Термообработка: Закалка 1050 - 1100oC, вода Температура ковки: начала 1200 °С, конца 850 °С. Сечения до 350 мм охлаждаются на воздухе Твердость материала: HB 10 -1 = 179 МПа Свариваемость материала: без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка Обрабатываемость резанием: в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35 Флокеночувствительность: не чувствительна Жаростойкость: в воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости Предел выносливости: σ-1=279 МПа, n=107 |
| Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||||||
| ГОСТ | Состояние поставки, режимы термообработки | Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % |
| ГОСТ 5949-75 | Прутки. Закалка 1020-1100 °С, воздух, масло или вода. | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Прутки шлифованные, обработанные на заданную прочность. Прутки нагартованные. | - До 5 | - - | 590-830 930 | 20 - | - - |
| ГОСТ 7350-77 (Образцы поперечные) ГОСТ 5582-75 (Образцы поперечные) | Листы горячекатанные и холоднокатанные: - закалка 1000-1080 °С, вода или воздух. - закалка 1050-1080 °С, вода или воздух. - нагартованные | Св. 4 До 3,9 До 3,9 | 236 205 - | 530 530 880-1080 | 38 40 10 | - - - |
| ГОСТ 25054-81 | Поковки. Закалка 1050-1100 °С, вода или воздух. | До 1000 | 196 | 510 | 35 | 40 |
| ГОСТ 18143-72 | Проволока термообработанная. | 1,0-6,0 | - | 540-880 | 20 | - |
| ГОСТ 9940-8 | Трубы бесшовные горячедеформированные без термообработки | 3,5-32 | - | 529 | 40 | - |
| Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) при повышенных температурах | |||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / см2) |
| Закалка 1050-1100 °С, охлаждение на воздухе | |||||
| 20 500 550 600 650 700 | 225-315 135-205 135-205 120-205 120-195 120-195 | 550-650 390-440 380-450 340-410 270-390 265-360 | 46-74 30-42 31-41 28-38 27-37 20-38 | 66-80 60-70 61-68 51-74 52-73 40-70 | 215-372 196-353 215-353 196-358 245-353 255-353 |
| Механические свойства 12Х18Н10Т ( стар. Х18Н10Т ) при испытаниях на длительную прочность (ГОСТ 5949-75) | ||||
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/ч | Предел длительной прочности, МПа, не менее | Длительность испытания, ч |
| 600 650 | 74 29-39 | 1/100000 | 147 78-98 | 10000 |
| Ударная вязкость стали 12Х18Н10Т ( стар. Х18Н10Т ) KCU, (Дж/см2) | |||
| Т= +20 °С | Т= -40 °С | Т= -75 °С | Термообработка |
| 286 | 303 | 319 | Полоса 8х40 мм в состоянии покоя |
| Чуствительность стали 12Х18Н10Т ( стар. Х18Н10Т ) к охрупчиванию при старении | ||
| Время, ч | Температура, °С | KCU, Дж/см |
| Исходное состояние 5000 5000 | 600 650 | 274 186-206 176-196 |
| Жаростойкость стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| Среда | Температура, ºС | Группа стойкости или балл |
| Воздух | 650 750 | 2-3 4-5 |
| Физические свойства стали 12Х18Н10Т ( старое название Х18Н10Т ) | ||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1.98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 | |||||
Характеристика и особенности элекрошлаковой сварки стали 12Х18Н10Т: хромоникелетитановая аустенитная сталь 12Х18Н10Т получила наибольшее распространение в промышленности ввиду возможности успешного использования ее в разнообразных эксплуатационных условиях. Она обладает высокой коррозионной стойкостью в ряде жидких сред, устойчива против межкристаллитной коррозии после сварочного нагрева, сравнительно мало охрупчивается в результате длительного воздействия высоких температур и может быть применена в качестве жаропрочного материала при температурах ~600° С. Будучи высокопластичной в условиях глубокого холода, эта сталь используется в установках для получения жидкого кислорода.
Сварные швы конструкций, работающих в контакте с агрессивными жидкостями, должны прежде всего обладать стойкостью против межкристаллитной коррозии.
Применяемые для электрошлаковой сварки пластинчатые электроды из горячекатаных листов содержат не менее 0,10% С. При таком содержании углерода ввиду замедленного охлаждения, характерного для электрошлаковой сварки, возможно появление склонности шва к межкристаллитной коррозии. Этому способствует также крупнокристаллическое строение металла шва.
При использовании фторидных флюсов окисление титана, содержащегося в электроде, невелико и не превышает 20%. Однако даже небольшое уменьшение концентрации титана в шве при содержании 0,1% С влечет за собой снижение коррозионной стойкости. Поэтому при электрошлаковой сварке рекомендуется применять электроды из сталей с пониженным содержанием углерода, с тем чтобы концентрация его в шве не превышала 0,08%. Если его концентрация в основном металле равна 0,12%, необходимо применять пластинчатый электрод, содержащий не более 0,03% С.
Рост зерна в околошовной зоне не снижает механических свойств сварного соединения, однако он крайне нежелателен с точки зрения коррозионной стойкости околошовной зоны, особенно на участке, непосредственно примыкающем ко шву. При нагреве свариваемого металла до температур, превышающих 1200-1250° С, карбиды титана растворяются в аустените. При последующем замедленном охлаждении, особенно в интервале критических температур (875-450° С), способных вызвать распад твердого раствора, происходит выпадение карбидной фазы по границам зерен аустенита и обеднение пограничных областей последних хромом. В результате свариваемый металл приобретает склонность к межкристаллитной коррозии. Для ее предотвращения при электрошлаковой сварке необходимо применять сталь 12Х18Н10Т со строго контролируемым химическим составом: содержание углерода в ней не должно превышать 0,06%, соотношение содержаний титана и углерода Ti/C должно быть не менее 7.
Другим средством устранения склонности к коррозии сварного соединения у линии сплавления служит нагрев в течение 3-4 ч при 850-900° С с охлаждением на воздухе.
Сталь и электрод в состоянии поставки (после закалки в воду. от 1100° С) обычно имеют почти чистоаустенитную структуру с очень небольшим количеством, не более 1%, б-феррита. Металл шва вследствие дендритной ликвации содержит до 7,5% б-феррита. Это приводит к резкому снижению ударной вязкости в условиях глубокого холода.
Сварные швы на стали 12Х18Н10Т заметно уступают основному металлу в пластичности, что объясняется дендритной ликвацией углерода. Причиной пониженной ударной вязкости сварных швов является недостаточная стабильность аустенита при сверхнизких температурах. В условиях глубокого холода возможен распад аустенита по схеме А - М или А - а + К", где А - аустенит, М - мартенсит, а - вторичный феррит, К" - вторичные карбиды. Наличие небольшого количества первичного феррита в данном случае не имеет решающего значения. Об этом свидетельствуют результаты следующих опытов. Часть образцов подвергли закалке на воздухе после часового нагрева при 1080°, С, благодаря чему была ликвидирована дендритная ликвация углерода, но сохранена ферритная составляющая. Ударная вязкость шва повысилась в 2 раза (данные ниже).
Наличие закалки шва после сварки (an (МДж/м2) при различной температуре °С):
Нет - при 20 °С = 1,81; при -196 °С = 0,54
Есть - при 20 °С = 3,5; при -196 °С = 1,03
Таким образом, повышение ударной вязкости сварного шва на стали 12Х18Н10Т можно достичь устранением дендритной ликвации углерода путем высокотемпературного нагрева. В данном случае может быть применена и местная термообработка швов.
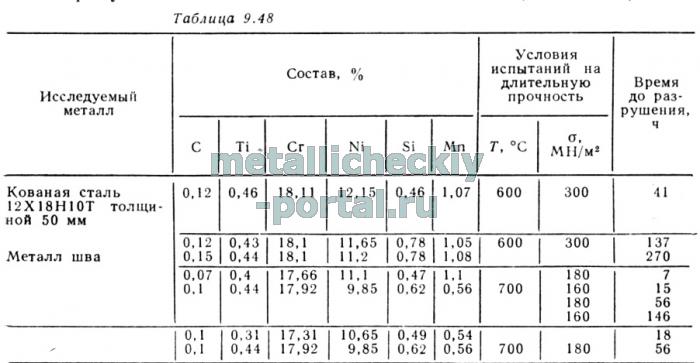
Более простое средство повышения ударной вязкости металла шва - увеличение содержания никеля в шве до 12-14%, что обеспечивает стабильную аустенитную структуру. Чтобы получить шов с таким содержанием никеля, можно использовать электроды из стали типа Х23Н18. В этом случае сварные швы без термообработки сохраняют достаточно высокую ударную вязкость в условиях глубокого холода. В случае, когда сталь 12Х18Н10Т применяется в качестве жаропрочного материала, необходимо ограничивать содержание в шве первичного феррита 5%. Это предотвращает опасность превращения δ - σ в сварном шве и обеспечивается использованием пластинчатых электродов из стали 12Х18Н10Т. Наиболее высокие показатели жаропрочности швов достигаются при повышенном содержании углерода и карбидообразуюших элементов - титана и ниобия (таблица ниже).
В случае отсутствия стали с повышенным содержанием углерода применяют электроды с содержанием 0,07-0,08% С и дополнительно науглероживают металл шва, например, путем подачи крупки древесного угля или графита на поверхность шлаковой ванны тотчас после ее наведения. При сварке металла сечением 100 X 100 мм достаточно подать 1,7 г крупки размером 1-3 мм. Содержание углерода в шве может быть увеличено также за счет введения в шлаковую ванну 10% массы шлака смеси Na2C03 (82-86%) и SiC (14-18%) или применения составного электрода из сталей 12Х18Н10Т и углеродистой.
Швы стали 12Х18Н10Т отличаются грубой столбчатой макроструктурой. Литой металл шва содержит ферритную составляющую, обусловленную дендритной ликвацией. Под воздействием глубокого холода в основном металле и сварном швевозрастает количество ферромагнитной составляющей. Так, например, в стали 12Х18Н10Т, имеющей в состоянии поставки 2,5 - 3% феррита после 30 мин пребывания в жидком азоте (-196° С), количество магнитной составляющей возрастает до 7-9% (при комнатной температуре), а в сварном шве соответственно 7,5 - 8,5 и 10-12%.
Интересно отметить, что после воздействия глубокого холода в околошовной зоне наблюдается более мелкая структура, чем после сварки. Закалка разрушает столбчатую микроструктуру сварных швов и способствует некоторому растворению ферритной составляющей. Типичная для аустенитных сварных швов столбчатая макроструктура сохраняется.
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| sв | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | - температура, при которой получены свойства, Град | |
| sT | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σtТ | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |